The cart is empty
Robotic cell for automating testing, laser marking, and labelling of automotive lights
A technically advanced solution for a stable cycle time, higher productivity, and reliable quality in the automotive industry.

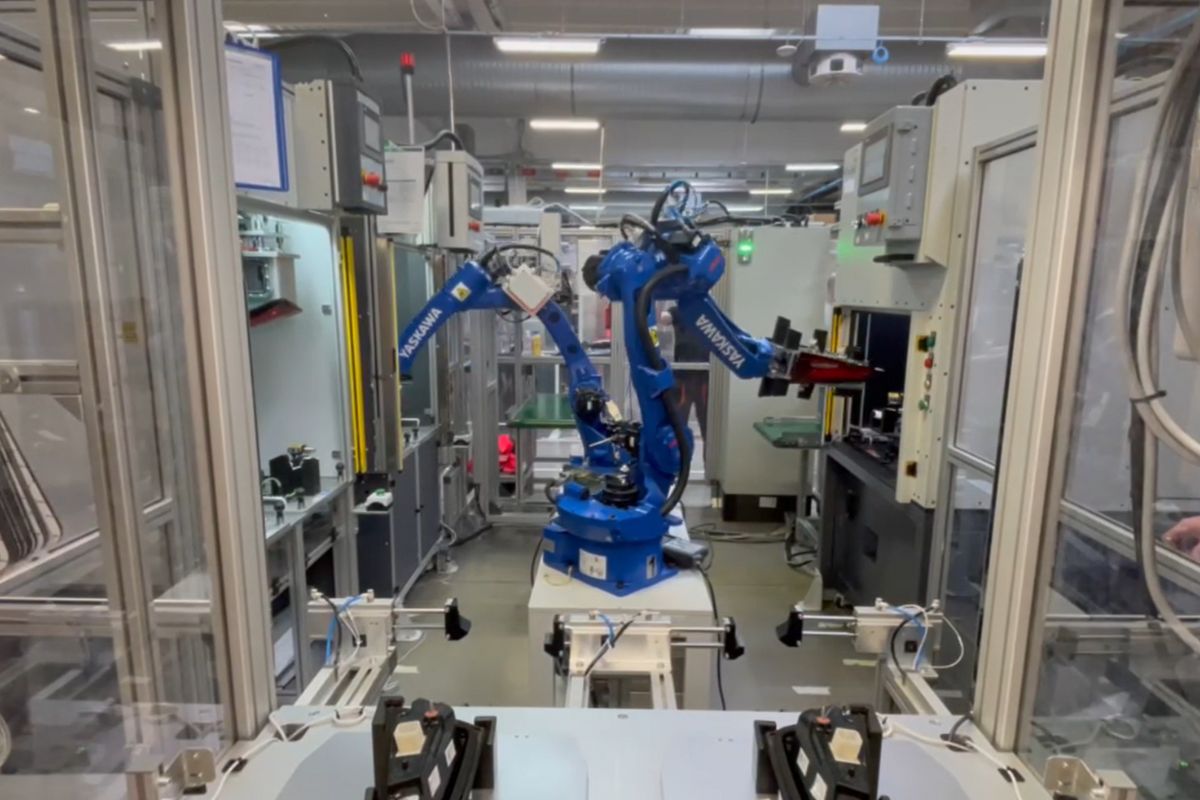
For a client in the automotive industry, we designed and built a dedicated robotic cell intended for the automated handling of existing process machines used for automotive lighting production. The cell integrates leak testing, laser marking, contacting, and labeling into a single, repeatable, and safe process. The solution is based on two industrial robots, specially designed grippers, transfer stations, and separate output conveyors for good and defective parts.
Initial challenge – The client faced challenges in achieving the required cycle time, high dependence on manual labor, and increased risk of errors and product damage during manual handling. The existing process required up to five operators, with efficiency heavily dependent on human factors. In addition, it was necessary to ensure reliable separation of good and defective parts and integrate existing machines into a single automated system.
Result – By robotizing the process, the client achieved a stable cycle time of 47 seconds per pair and increased productivity through continuous automated operation. The number of operators required was reduced from five to one, while product damage caused by manual handling was eliminated. The process became less sensitive to human error, and defective parts are reliably separated at an early stage of production.
Solution description
To eliminate the aforementioned issues, we developed a dedicated robotic cell that fully automates the process of inserting keys into keyboard masks. The heart of the system is a vibrating container with a complex mechanical orientation system, which ensures that the keys are always correctly prepared for manipulation upon arrival at the retrieval point.
Precise orientation using an optical system
An optical sensor is installed at the sampling point to check the orientation of each key. The system measures the orientation of the piece and transmits this information to the robot in real-time. This ensures that the robot acquires information about the key's orientation before insertion, which is an essential requirement for the quality of the final product and eliminates human error.
Compensated receiver
The pneumatic four-finger gripper ensures precise gripping of keys on a small surface while simultaneously aligning the key parallel to the mask waiting in the clamping device. The keys are inserted with a specific force, which we compensate for with precise guidance and spring compensation along the Z-axis of the gripper.

Work surface with masks in beds
Eight masks are installed in one robotic cell, each containing 128 key positions. This means the robot lays over 1000 keys in a single cycle, representing a significant increase in productivity compared to manual labour.
The operator has the option to choose which masks the robot will insert the keys into via a clear graphical user interface. This design allows for a high degree of flexibility, easy production adjustments, and quick batch changes without lengthy setups.
Advantages of introducing a robotic cell
With the introduction of the robotic cell, the customer achieved:
- a significant reduction in the need for manual labour,
- greater repeatability and stable process quality,
- eliminating errors due to incorrect key orientation,
- higher productivity and shorter cycle times,
- greater ergonomics and operator relief
- High productivity and flexibility
Automating the process of inserting keycaps into keyboard masks represents a significant step towards modern, efficient, and competitive production that is prepared for the demands of the future.
Safety according to the highest industry standards
Special attention was given to the safety of operators and compliance with applicable safety standards for industrial automation during the development of the robotic cell. The entire solution is designed and manufactured in accordance with current European safety standards and directives, including requirements for machinery and robotic systems in an industrial environment.
The robotic cell is indirectly and directly protected by appropriate safety enclosures and clearly defined access zones. To protect the robot's movement area, safety light curtains of the highest safety category are installed, ensuring reliable detection of entry into the hazardous zone. Upon interruption of the light field, the robotic system immediately and safely stops, preventing the possibility of damage or dangerous situations.
Such a holistic safety design enables smooth and safe operation for the operators while ensuring that the robotic cell meets all requirements for safe use in an industrial production environment.
Process of the robotic cell's operation
1. The operator inserts the masks into the trays.
2. The operator pours the keys into the vibrating hopper.
3. The operator selects which masks they want to fill on the graphical interface and presses start.
4. The robot inserts the keys into the masks.
Graphical user interface
GUI or The Graphical User Interface allows us to make individual customisations to the graphical display of the process and offers various options for displaying control elements such as: start/stop, selection of operating mode, selection of masks, return to the initial position, on/off lighting, etc.
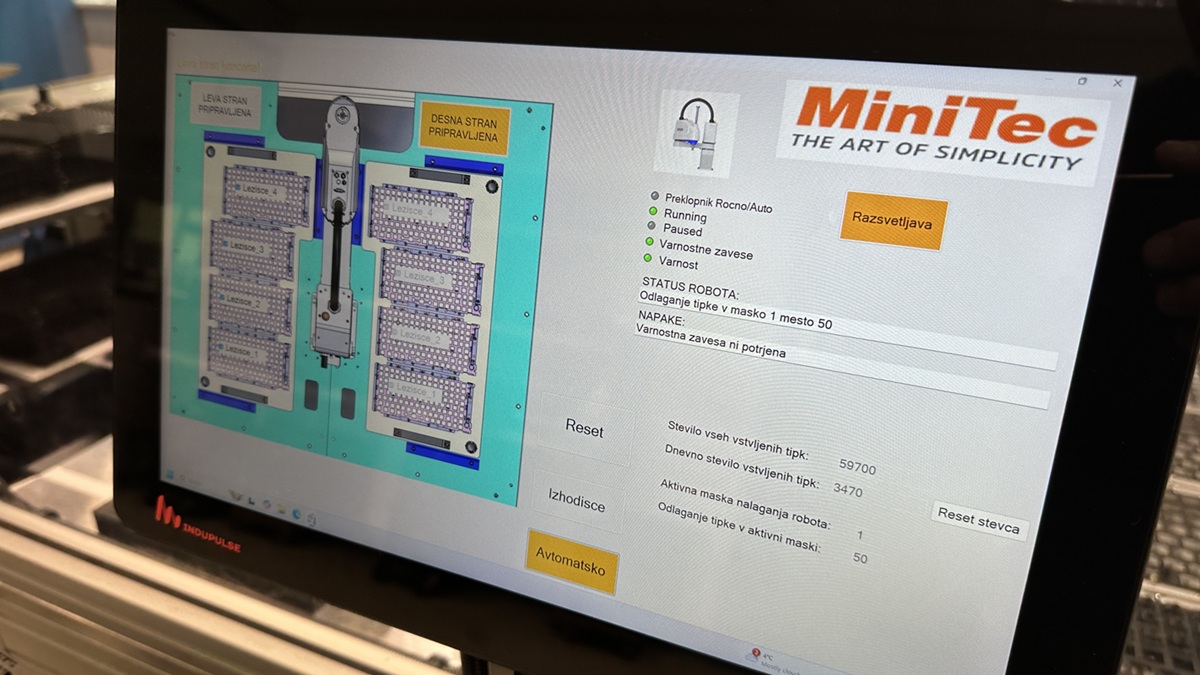
Graphical User Interface
Our solution includes
- two industrial robots,
- custom-designed robotic grippers,
- input worktable with dedicated fixtures,
- transfer stations for re-gripping parts,
- labeling system,
- output conveyor for good parts,
- output conveyor for defective parts,
- safety fence with access control,
- central control system with communication to existing machines.
This robotic cell is just one example of our custom solutions for the automotive industry. Explore other projects we have successfully delivered for clients in the automotive sector.
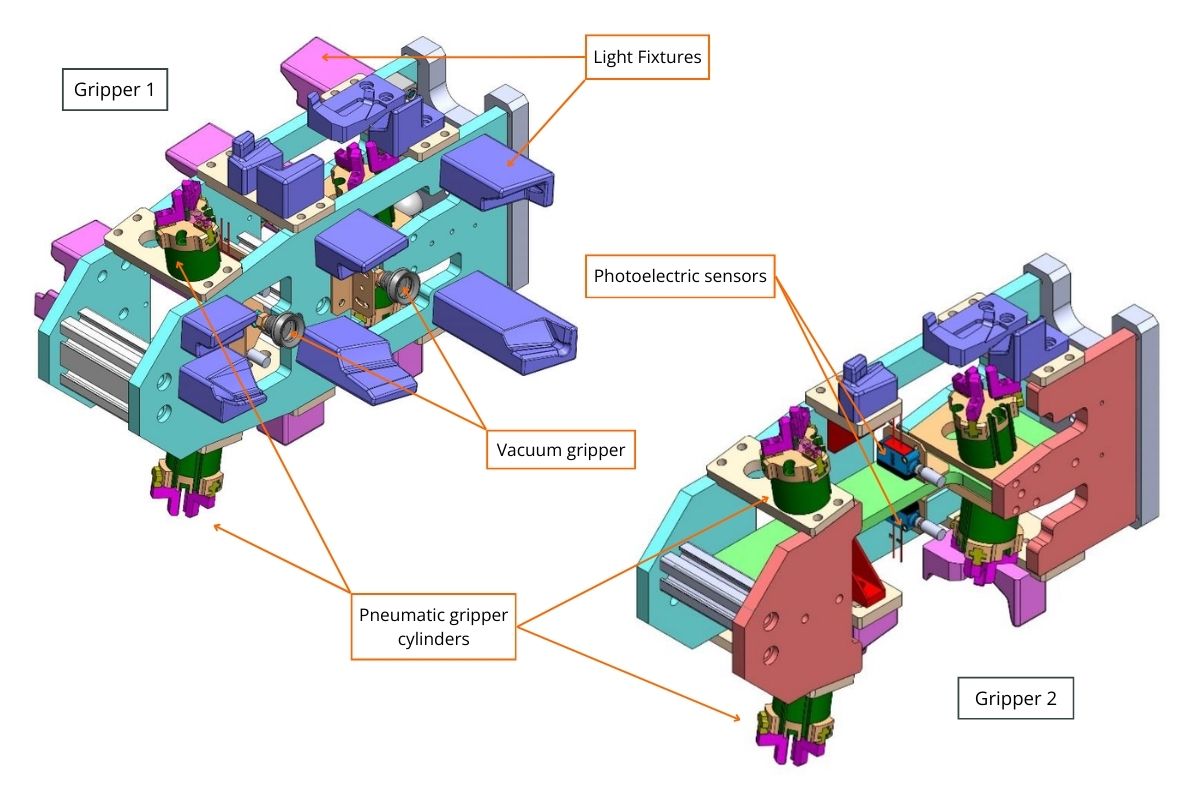
Custom robotic grippers
To ensure reliable and safe handling of automotive lights, we developed custom robotic grippers tailored to the geometry, weight, and sensitivity of the parts. The grippers provide stable handling throughout all stages of the process, preventing surface damage and ensuring high repeatability in positioning.
Gripper 1 combines mechanical and vacuum gripping, precisely positioning the part in plastic supports. A stable hold is maintained through vacuum suction cups and pneumatic mechanical components, ensuring reliable handling even in challenging orientations and during dynamic transfers between stations. Part presence is verified via photoelectric sensors for mechanical gripping and additionally monitored through vacuum control, significantly increasing process safety and preventing transfer errors.
Gripper 2 uses a mechanical pneumatic grip, designed for repeatable, stable holding and precise positioning of parts within the process machines. Part presence is monitored with photoelectric sensors, enabling reliable operation at production takt times and minimizing the risk of part misplacement or omission.
This gripper design ensures high process stability, short cycle times, and reliable operation in serial production, while providing flexibility for adaptation to different types of automotive lights.
The effects of automation in industrial processes are reflected not only in a more stable cycle time and higher product quality but also in clearly measurable economic indicators. Key factors in such projects typically include reduced dependence on manual labor, number of shifts, annual labor costs, and investment amortization.
Calculate ROI for your process
Quickly estimate the financial impact of automation with our ROI calculator. Check the investment payback period and potential annual savings for your process.
Automotive lighting robotic cell